
 Manual
Manual Firmware
Firmware Software
Software Useful terms
Useful terms FAQ
FAQ Guarantee terms and conditions
Guarantee terms and conditions
3DGENCE SLICER
-
Nylon
A group of polyamide materials developed by DuPont company. Currently, these are used also for producing resistant filaments for 3D prints. Its main advantage includes its high mechanical and chemical strength, possibility of further processing and coloring with textile dyes. Prints feature also some flexibility and resistance to rupture.
-
Nozzle
A head component coming into direct contact with the print. The nozzle heated to temperature specific for a material makes it flow and forms a thread of plastic with a rated nozzle diameter. The 3DGence ONE printer as standard is equipped with a 0.4 mm nozzle. The nozzle outlet diameter affects the available resolutions, print speed and accuracy.
-
Knurl
This is an extruder part, driven by a stepper motor. It makes it possible to accurately feed the plastic wire to the printer nozzle thanks to its concave, “toothed/knurled” recess that “bites” into the plastic wire. An element that strictly cooperates with the knurl is the clamp providing a correct contact between the knurl and the filament.
-
HIPS
High-Impact Polystyrene – a styrene polymer. It is used mainly in 3D printing as a material for printing support structures for ABS plastic. It is soluble in d-limonene. It features a high impact resistance and a low flexibility.
-
G-code
This is a normalized programming language adjusted to control CAM machines. In simple words, the G-code string includes machine instructions – in what direction, how fast and along which axis to move. The code for printers is generated by slicing software (slicers). It stores all the data on subassembly temperatures and the revs of motors in a precision sequence that results in moving the hotend and defines the extruder behavior. The code commands are sent line by line to the printer controller processor during the printing process. The processor interprets the code based on its software and sends specific signals to particular components.
-
Firmware
It is responsible for the interpretation of the commands contained in the machine code (G – code). The effect of its work are the basic signals for heaters, motors and fans. It is responsible for the interpretation of accelerations, temperature correction tables and many other factors. Well-tuned firmware is an important element of machine calibration, because it is responsible for the regulation of breaks, accelerations and other key parameters for good performance of the device.
-
Filament
Popular description for material used to print in fused deposition modeling (FFF) technology. The filament is a thermoplastic wire (PLA, ABS, PVA, HIPS, PC, Nylon or other) generated with specific tolerances The filament is wound on a spool. The relevant parameters when selecting a filament include: dimensional tolerance and the method for protection against moisture (optimally the filament should be vacuum packed with a moisture absorber.) A high diameter of the spool hub provides an opportunity to use its entire length – an excessive bending of the filament (e.g. on a small spool hub) can cause problems with its application. The filament after opening the package should be stored in a dark, dry place with a moisture absorber.
-
Extruder
A part of the 3D printer working in the FFF technology. It is designed to feed the filament at a strictly defined rate, and consequently – quantity. The 3DGence ONE printer is fitted with a Direct Drive type extruder. It means that extruder motors are located beyond the moving printer parts, leading material to the head via the PTFE tubing. It makes the design lighter and has a positive impact on the print quality.
-
Endstop
An optoelectronic switch that limits a 3D printer movement beyond the maximum range. The device is fitted with 3 optical endstops – one for each axis. The optical endstop does not require any physical contact with the corresponding interrupter, which provides its long life, however one should notice that it is sensitive to the sources of bright light which may result in triggering its false operation.
-
Brim
One of the methods of improving print adhesion to the bed. It consists in increasing the adhesion surface to the bed by generating additional, external brims of the solid at the level of the first layer of the print. The more brim lines will be added, the larger will be the adhesion surface. Typically, from 5 to 20 brim lines are used. The brim should be used, in case of problems with detaching prints from the bed.
Where is the serial number of the printer?
The printer’s serial number is on a sticker located on the back of the printer.
The serial number begins with the symbol: S/N F340.

Where are the profiles to HTmax module?
Profiles to HTmax module (PEEK profile) are available on www.3dgence.com/support in Your files category in 3DGence INDUSTRY F340 HTmax Module folder. The contents of the folder is available after creating an account and registering the HTmax module.
How to install the printing module?
- Before installation of the module, the printer must be switched off and cooled down.
- Open the front door of the printer and set the carriage in a position that guarantees good access to it, and also uncover the left curtain.
- Place the D-Sub port plug and socket next to each other and gently slide the plug into the socket. Do not drop the module (Fig. 1).
- Use your other hand to reach the opposite side of the carriage. Rotate the knob (Fig. 1, red) located there to tighten the module to the carriage. Positioning pins (Fig. 1, yellow) will automatically set the module in proper position. The module should be tightened relatively strongly.
- Lower extruder T1 (Fig. 2, yellow) so that it is located next to the tip of the guiding sleeve of hotend T1 (Fig. 2, red).
- Pull the extruder’s clamp (Fig. 3, yellow) to the open position (Fig. 4, step 1).
- Slide extruder T1 into the guiding sleeve (Fig. 3, red) and release the clamp to the closed position (Fig. 4, step 2). The cotter pin should lock on the guiding sleeve flange.
- Repeat the activities described in points 5-7 for extruder T0.
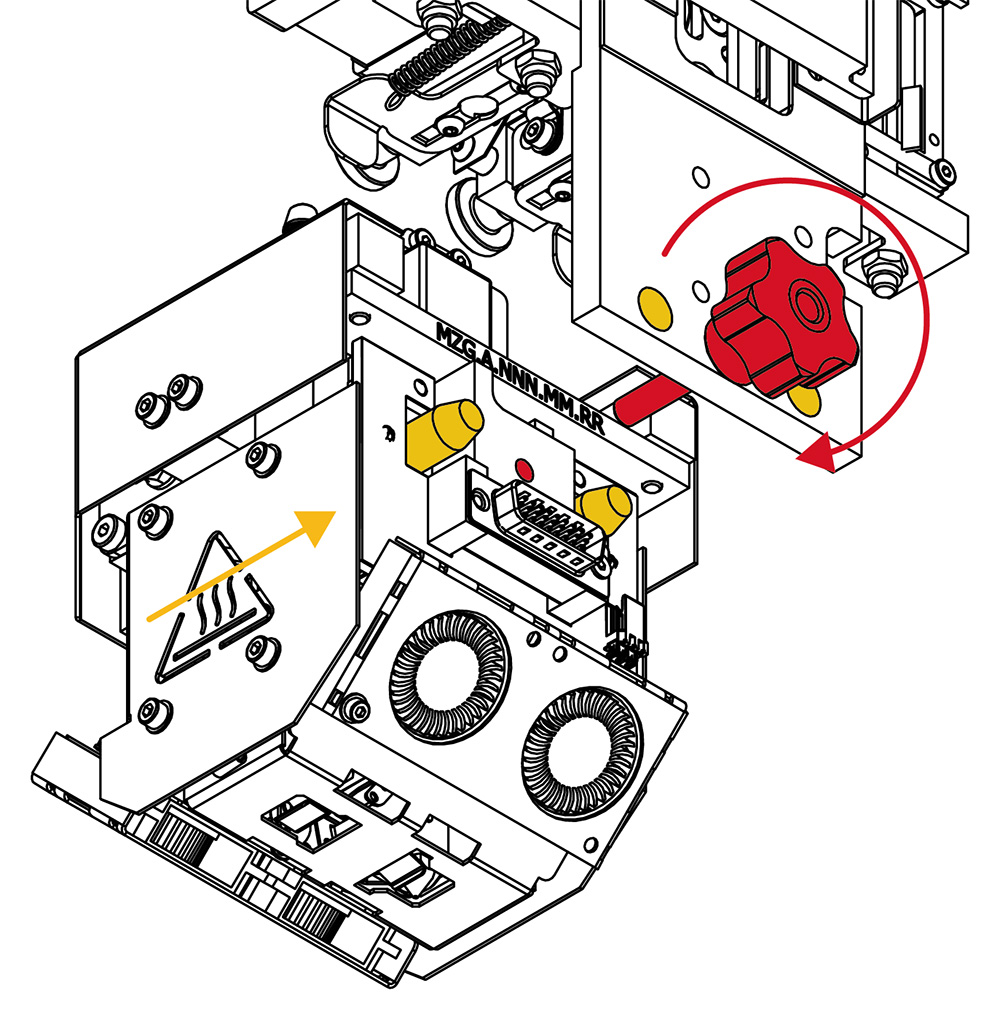
Fig. 1. Sliding D-Sub plug into socket
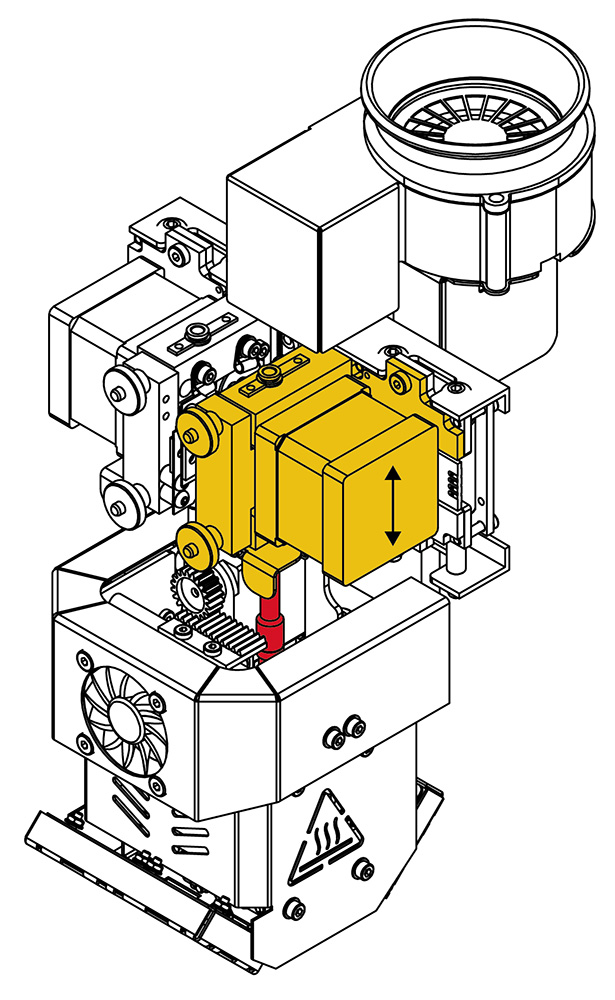
Fig. 2. Sliding extruder T1 into hotend T1
Rys. 3. Pulling the clamp
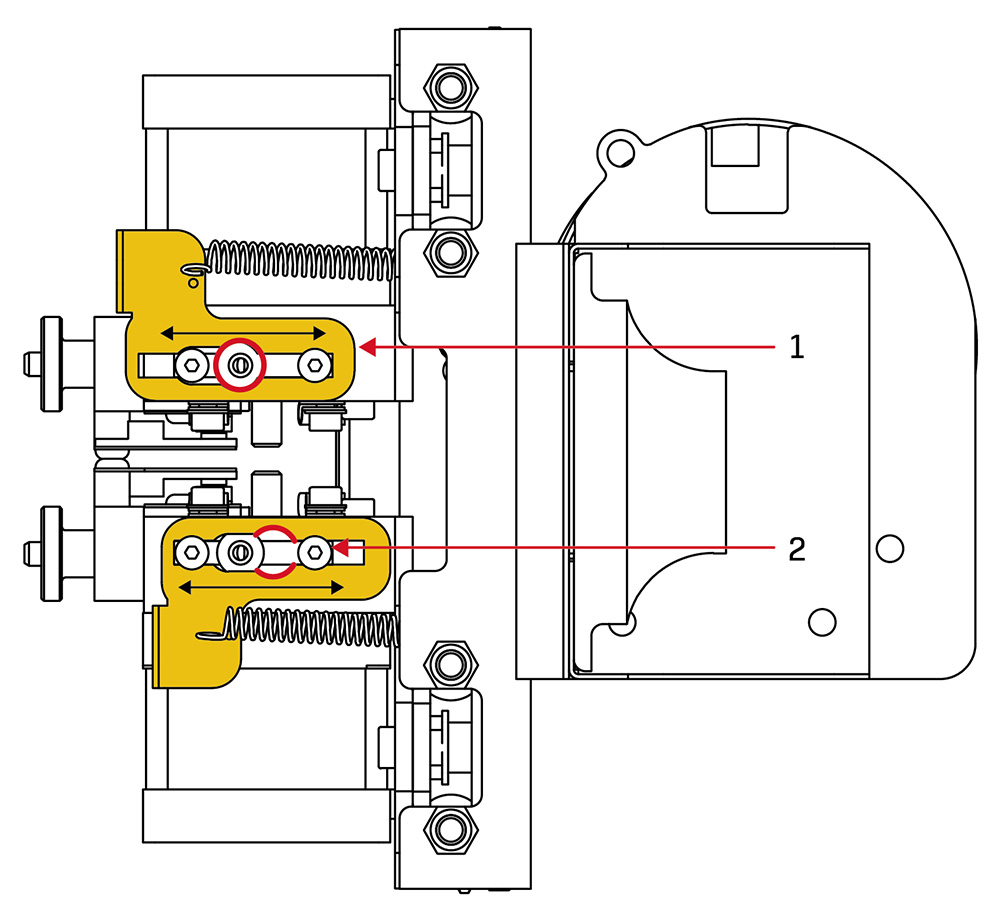
Rys. 4. Clamps in the positions: 1. open, 2. closed (bottom view)
WARNING: After each installation of the dual hotend module, an automatic offset measurement in the Z – axis should be carried out. To do this select Menu → Calibration → Printing Module → Measure T1 offset.
How to replace the printing module?
1. Switch on the printer.
2. In the MENU, go to PREPARE submenu. Press the MODULE CHANGE key to start the module change assistant.
3. The printer will check whether materials are loaded. If not, it will go directly to point no. 5.
4. If materials are recognized, the printer will start unloading them according to the filemant unloading procedure, respectively for T0 and then T1. Follow the instructions displayed on the screen. Press CONTINUE key to confirm unloading procedure.
5. The machine will start cooling the heating devices. The procedure can not be continued before the maximum safe temperature is reached.
6. Switch off the printer.
7. Open the front door of the printer and set the carriage in a position that guarantees good access to it, and also uncover the left curtain.
8. Remove extruder T1 from the guiding sleeve of T1 hotend by pulling the extruder’s clamp (the picture below, yellow) and sliding the extruder out.
9. Repeat the same activities for T0 hotend .
10. Release the knob on the other side of the carriage while holding the module.
11. Slide the dual hotend module out of the D-Sub socket.
12. Install a new module according to the question “How to install the printing module?”. Make certain that the module is correctly tightened and the clamps of the extruders are locked.
How to load the filament?
1. Switch on the printer.
2. Open the filament chamber.
3. Make sure that there is no material installed on the filament spool holder you want to install the new material on. Also, make sure that there is no filament in the material supply pipe and in the extruder (this does not apply to the first material loading). If the material is installed, first use UNLOAD FILAMENT from MATERIAL STATUS.
4. From the MATERIAL STATUS level, choose the LOAD MATERIAL option located under corresponding extruder TOOL 0 or TOOL 1. The filament loading assistant will start in order to display the sequence of commands and guide the user through the next steps of the process.
5. The first step of the wizard is to indicate the right type of material. This can be done in two ways:
• The material is from the Certified Material Base: bring the SMM label on the spool close to the SMM reader on the side wall of the printer. Wait until the confirmation of successful loading of the material is shown on the display.
• The material is not from the Certified Material Base: select from the list presented the type of filament that corresponds to the material being installed.
6. After selecting the material, make sure that the spool holder is empty. If not, the printer will display the following message: “Please remove the previous spool before starting the material loading process”.
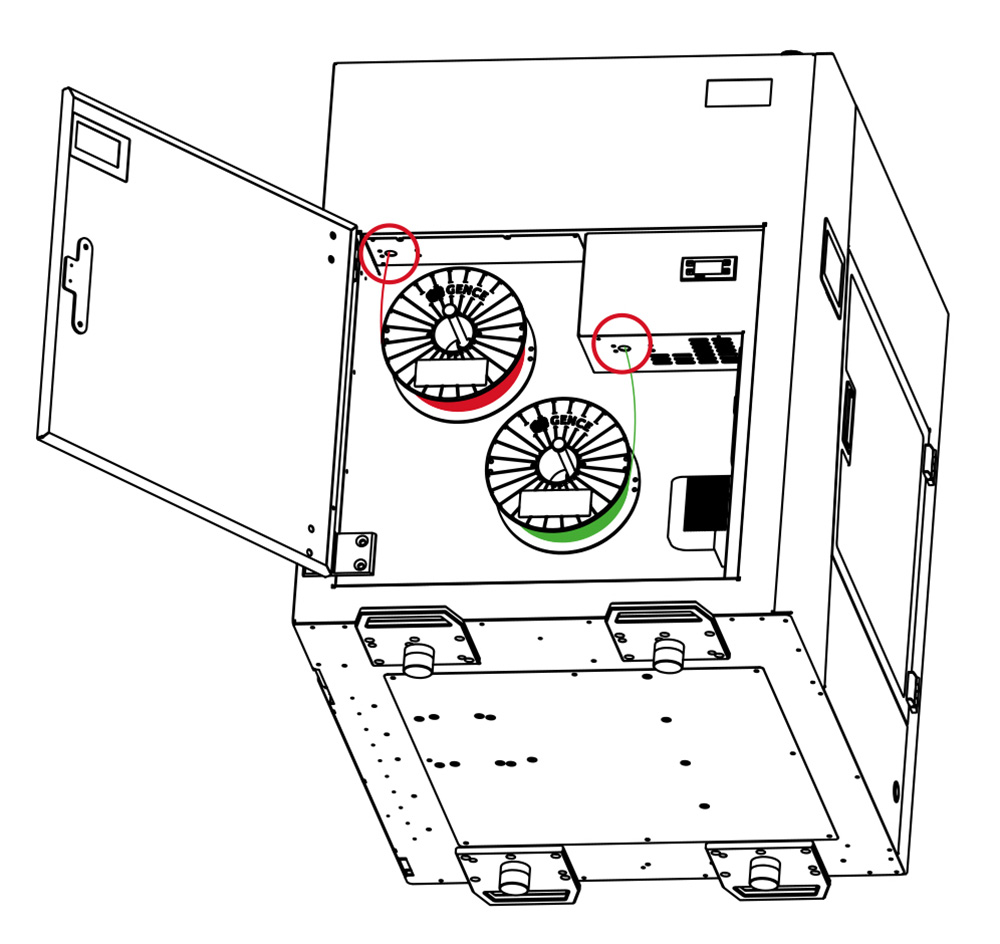
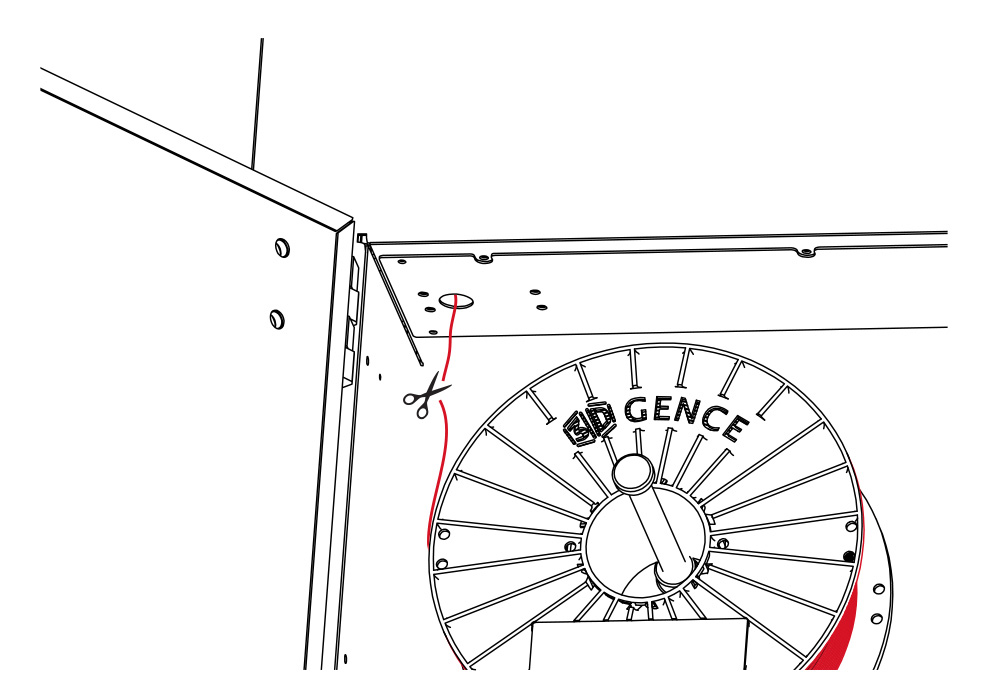
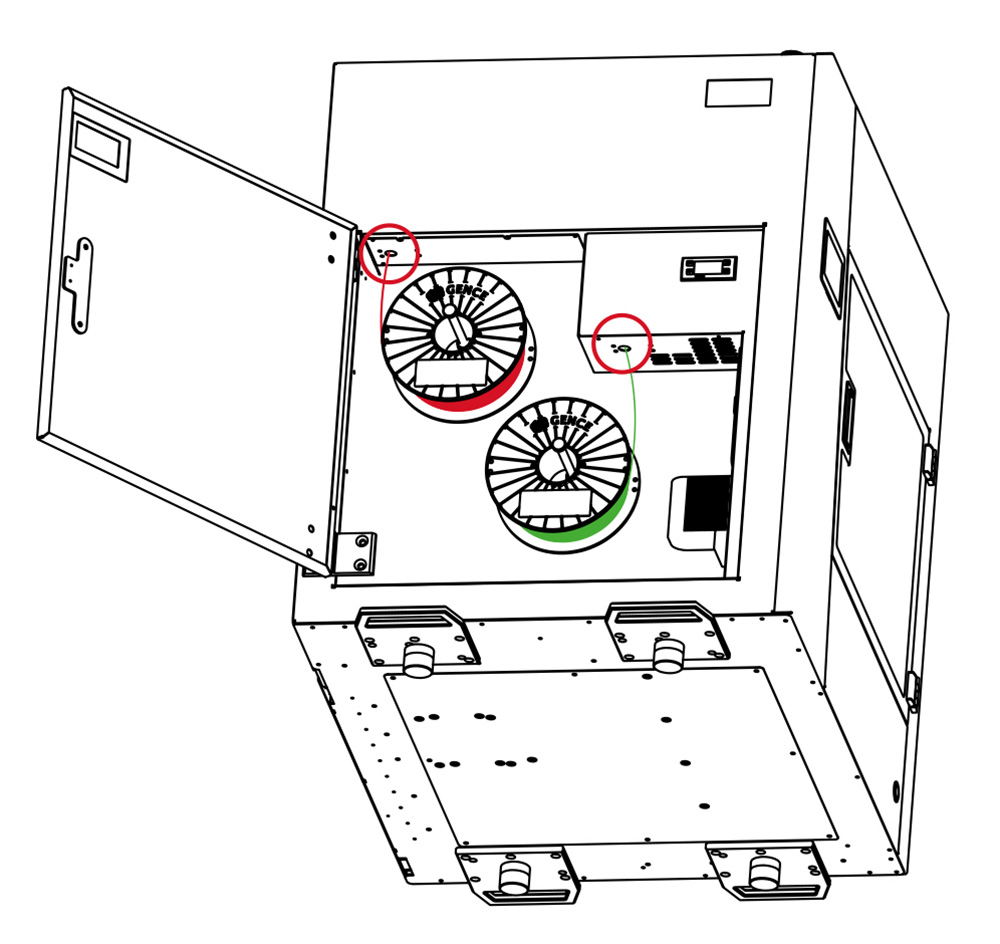
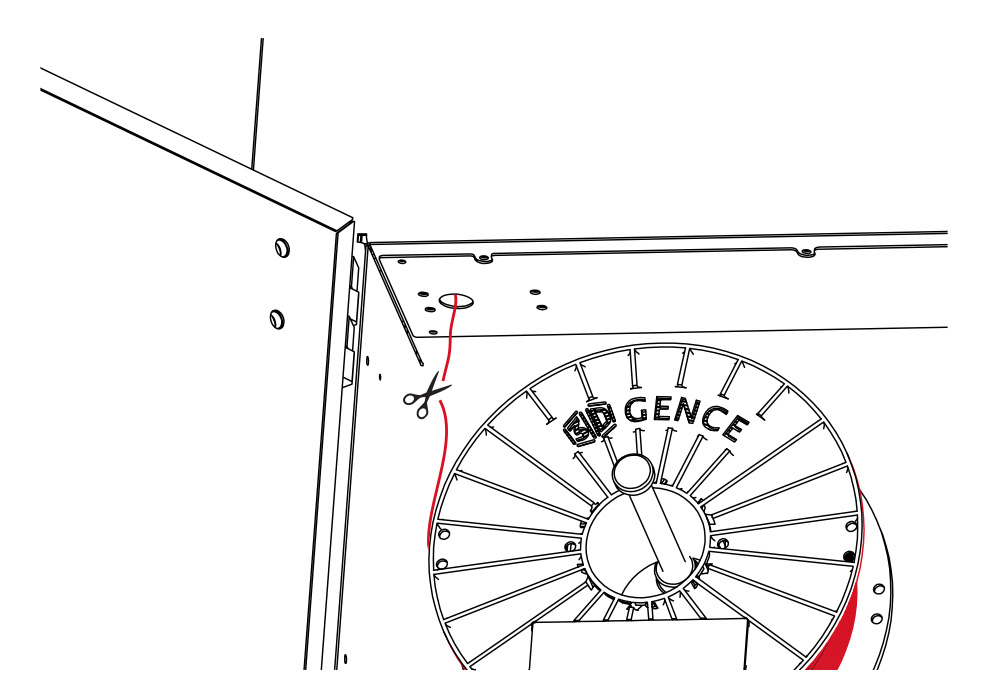
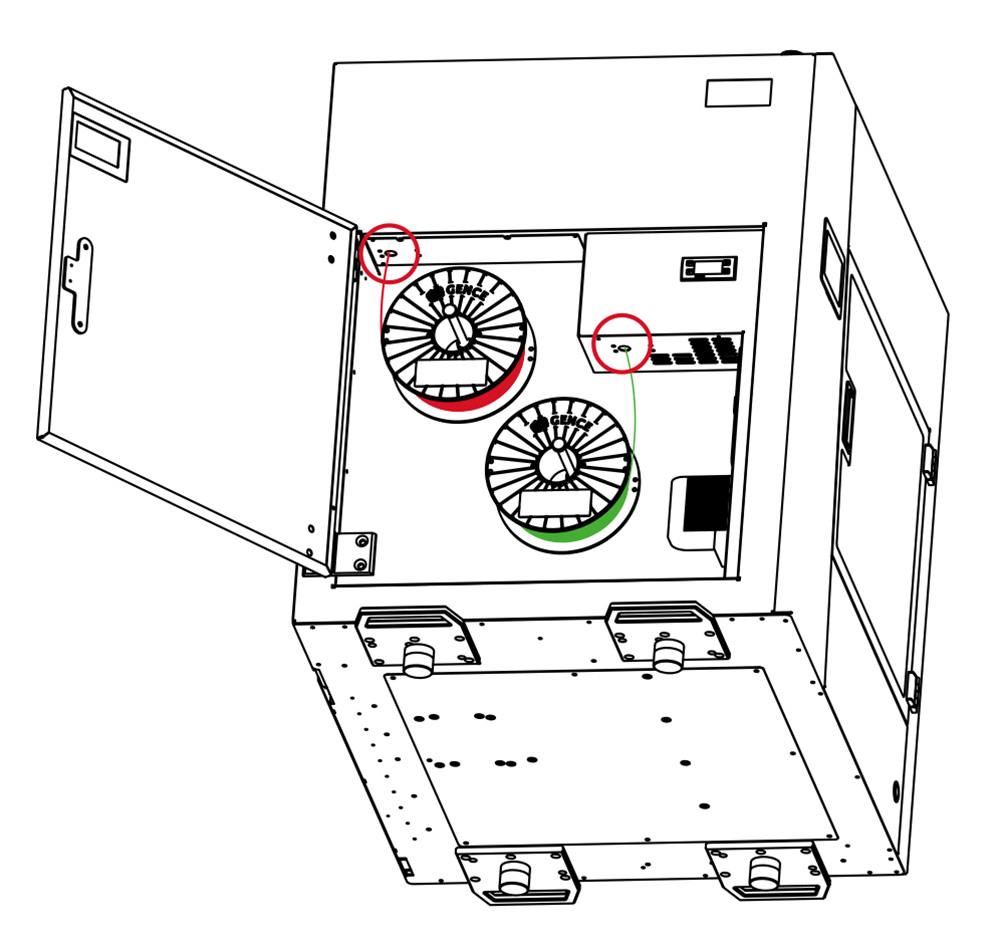
7. Cut the filament end at the angle of 45° and place the spool with material on the holder.
8. Slide the filament end into the input opening (marked with a red circle). The printer will start the procedure of initial filament loading and the heating of the suitable printer’s hotend will start simultaneously.
- When the hotend reaches the nominal extrusion temperature, the loading process will start automatically.
- Observe the nozzle of the active hotend carefully. The printer will perform a test-extrusion of a short section of the material.
- Confirm successful installation of the new material with the “Finish” key and remove the rest of the extruded filament.
How to change the filament during printing?
1. From the MATERIAL STATUS menu, select the CHANGE FILAMENT option for the TOOL 0 or TOOL 1.
2. The printer will automatically stop printing and display the message to cut the filament 5 cm from the output opening and remove the spool from the holder. Confirm the completed activities with the Continue key.
3. The printer will start heating the hotend to the nominal extrusion temperature and then withdraw the material from the extruder and slide out the material remaining in the system.
4. Slide the end of the material out from the input opening manually.
5. Put the spool with the new material to the SMM module or choose the material from the list.
6. After selecting the material, make sure that the spool holder is empty. If not, the printer will display the following message: “Please remove the previous spool before starting the material loading process”.
7. Cut the filament end at the angle of 45° and place the spool with material on the holder.
8. Slide the filament end into the input opening. The printer will start the procedure of initial filament loading and the heating of the suitable printer’s hotend will start simultaneously.
9. When the hotend reaches the nominal extrusion temperature, the loading process will start automatically.
10. Observe the nozzle of the active hotend carefully. The printer will perform a test-extrusion of a short section of the material.
11. Confirm successful installation of the new material with the “Finish” key and remove the rest of the extruded filament.
How to unload the filament?
1. Switch on the printer.
2. From the MATERIAL STATUS level, choose the UNLOAD MATERIAL option located under corresponding extruder TOOL 0 or TOOL 1. The filament unload assiatant will start in order to display the sequence of commands and guide the user through the next steps of the process.
3. Cut the material about 5 cm in front of the input opening and remove the spool from the holder.
Remember to keep the filament in a dry place protected against direct sunlight.
- After pressing the “Continue” key, the printer will start heating the active hotend. When the correct temperature is reached, the material unloading process will start automatically. Initially, the extrusion of the material will be performed in order to facilitate its subsequent withdrawal.
- Confirm successful unloading of the material by pressing the “Continue” key and manually remove the rest of the filament from the input opening.
How to solve problems with loading/unloading filaments?
Case 1: The material does not exist in the printer’s memory (MATERIAL STATUS), although it is actually loaded to the printer.
Such a case may be caused by choosing the Factory Reset option without first unloading the material. Then only the LOAD FILAMENT option is available, even though the material is already installed. When you try to load the material automatically, the printer will display a message that the material must be unloaded manually.
In such a case, unload the filament manually and load it again. In order to unload the material manually:
- Make certain that the heatbed is empty.
- Perform referencing of all printer’s axes: MENU → PREPARE → Home All.
- Choose hotend Tool 0 or Tool 1 by choosing: Manual Controls → Tool 0/Tool 1.
- Heat the hotend to nominal temperature (for example 245°C for ABS) Tool 0/Tool 1 from main manu and using +/- key set the temperature.
- Press Retract in Manual Controls menu while gently pulling the material at the input opening and remove it from the bowden tube.
- Start the material loading procedure.
Case 2: Failure to load material.
The printer will automatically withdraw the material to the filament chamber. Cut the material end at the angle of 45° and repeat the material loading procedure.
Case 3: Failure to load the material due to blockage of the filament in the feeding system.
If the printer can not withdraw the filament automatically and the filament has not exceeded the encoder threshold, the message Material T0/T1 feed malfunction detected. Inspect the material feeding mechanism and consult the user manual will be desplayed. The loading manager will be switched off and the hotend will be cooled down. Pull the material manually and slide it out of the input opening.
If the filament is strongly blocked in the feeding system, it will be necessary to remove the material feeding system from the extruder. To do this:
- Open the printer’s top cover to gain free access to the extruder.
- Slide the C-shaped lock out (fig. 1, step 1) from the pipe connector.
- Press the pipe connector lock (fig.1, step 2) and simultaneously remove the bowden tube from the pipe connector by pulling it up (fig. 1, step 3).
- Pull the material manually and slide it out of the opening.
- Slide the bowden tube back into the pipe connector opening until resistance is felt – about 2 cm (fig. 1, step 4).
- Slide the C-shaped lock in (fig. 1, step 5).
- After removing the material from the feeding system, repeat the material loading procedure from the start.
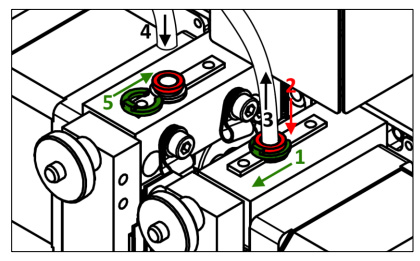
Fig.1 Removing the bowden tube from the extruder
Case 4: Failure to load the material due to blockage of the filament in the extrusion system (extruder).
If the printer can not withdraw the filament automatically and the filament has exceeded the encoder threshold, the message: Material T0/T1 feed malfunction detected. Inspect the material feeding mechanism and consult the user manual will be displayed. The loading manager will be switched off and the hotend will be cooled down.
In this case:
- 1Heat the hotend to the temperature of plasticization of the given polymer (ABS 245⁰C): Tool 0/Tool 1 from mail menu and using +/- key set the temperature.
- Press the Retract key in the Manual Control menu, withdraw the material from the extruder and, while pulling the material manually, slide it out of the input opening.
- Slide the filament out of the input opening.
If the filament is strongly blocked in the extrusion system:
- Remove the material feeding pipe from the extruder (points 1 – 7, case 3).
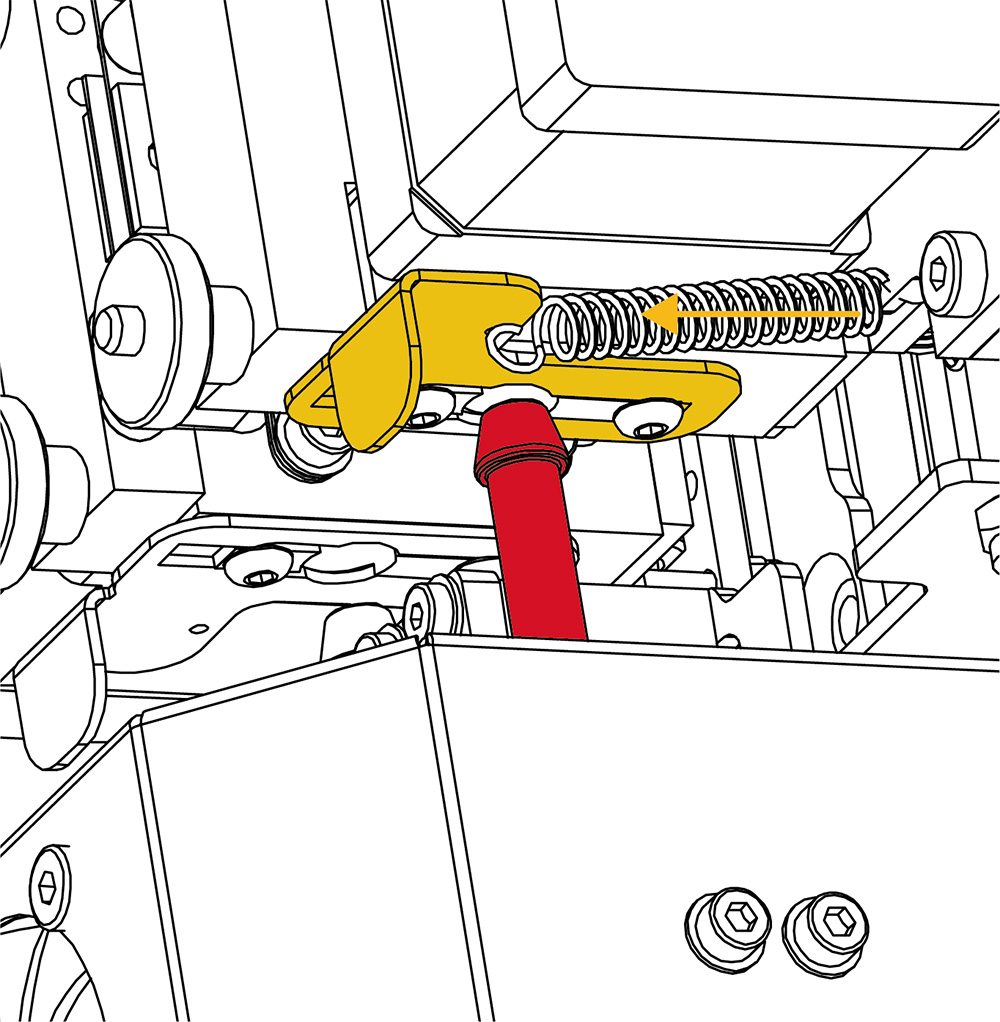
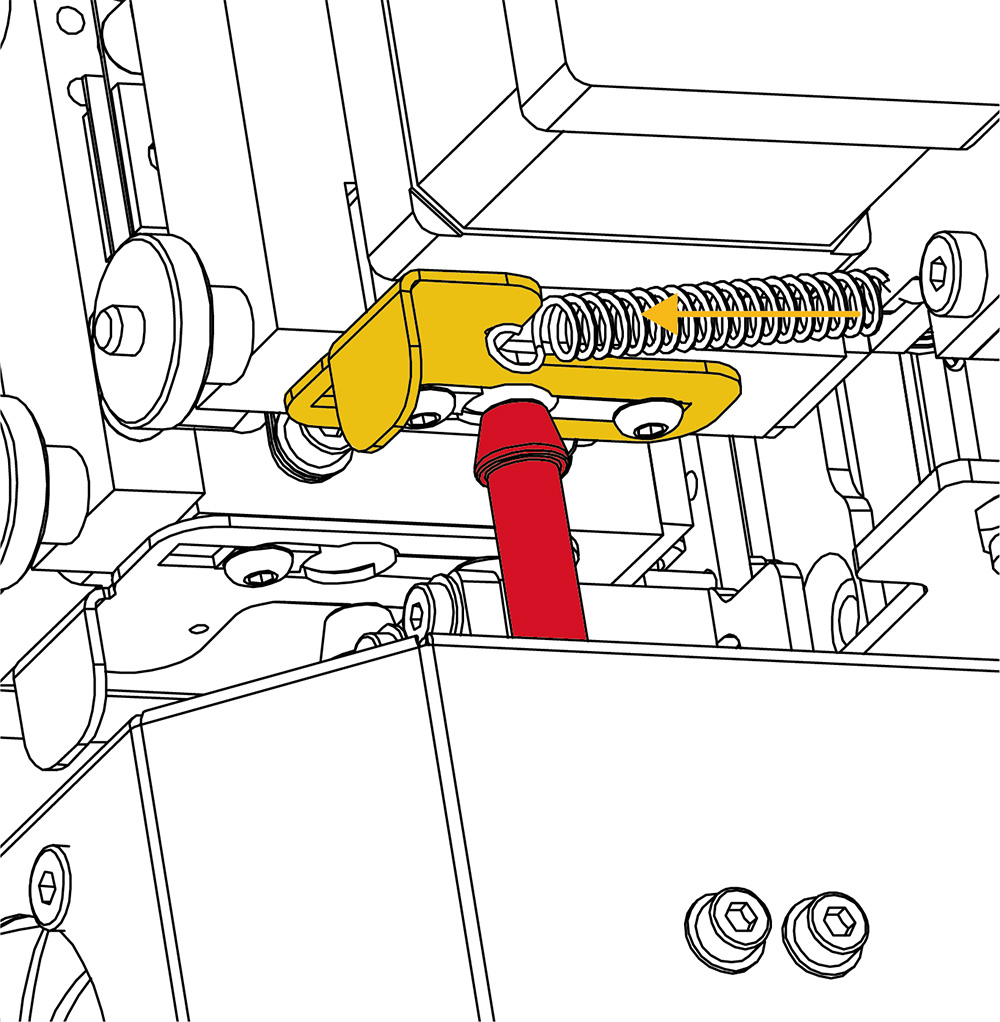
- Unscrew the thumbscrew (fig. 2, red colour)
- Deflect the extruder clamp (fig. 2, yellow colour). Figure 2 shows extruder T0. In the case of extruder T1, the clamp deflects the other way round. Make sure that the piece of Teflon located under the extruder does not fall out of the socket (fig. 2, grey colour).
If the material still can not be removed manually, the blocked extruder has to be dismounted:
- Switch the printer off.
- Slide out the extruder from the guiding sleeve of the dual hotend module by pulling the extruder’s clamp (fig. 3, yellow colour) and pulling the extruder up.
- Slide the bowden tube out of the extruder (points 1-7, case 3).
- Unscrew two extruder fixing screws securing the extruder to the extruder seat, located above and under the extruder (fig. 4).
- Dismount the extruder (fig. 5).
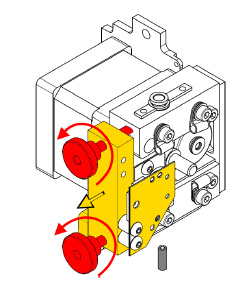
Fig. 2 Deflecting the extruder clamp
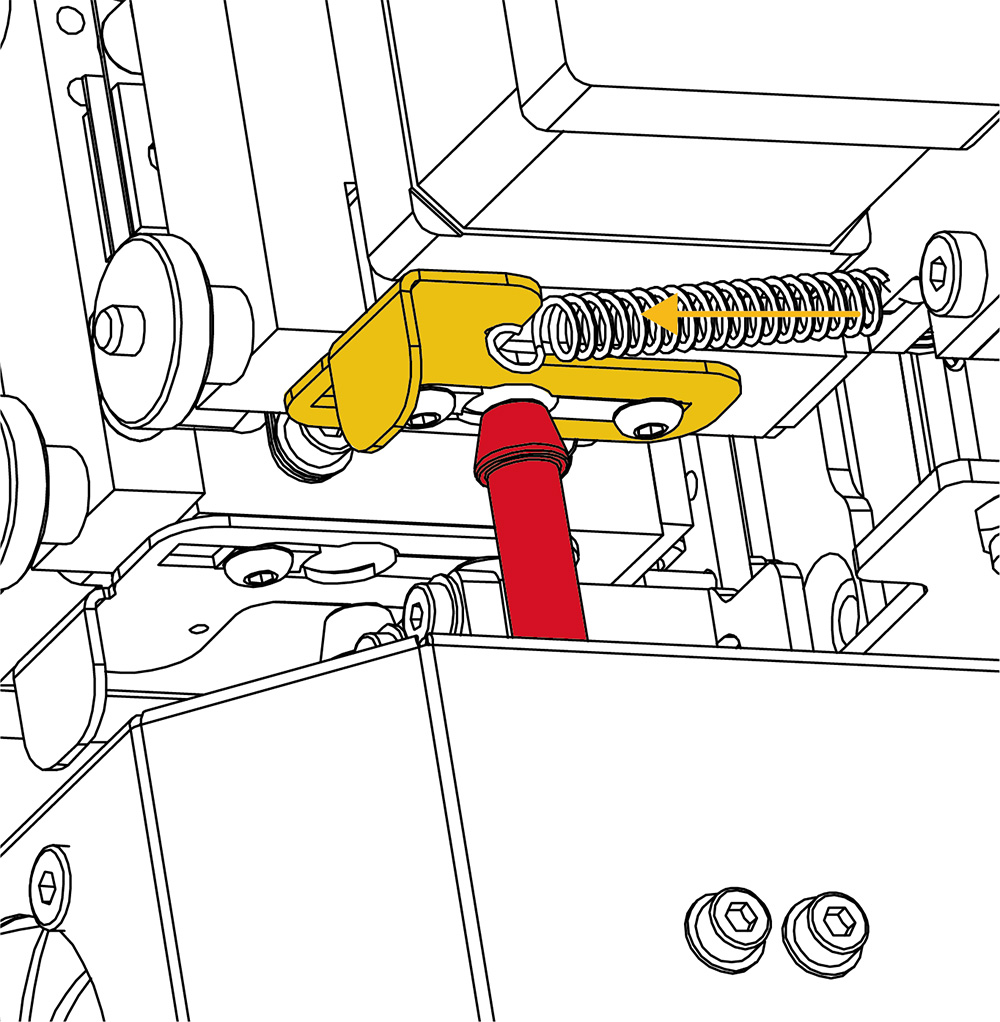
Fig. 3 Locations of the extruder fixing screws
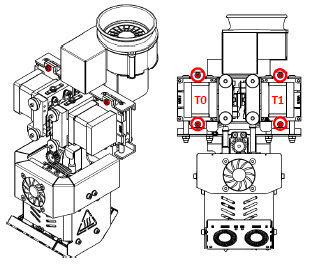
Fig. 4 Locations of the extruder fixing screws
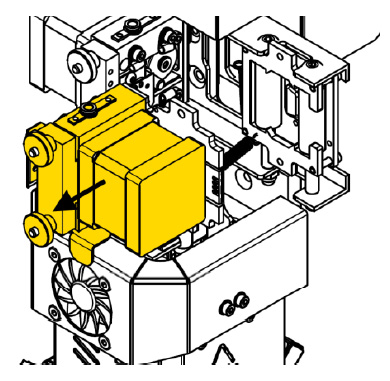
Fig. 5 Sliding the extruder out
WARNING! Remember to install the dismounted extruder and tighten the thumbscrews.
How to remove the model from the heatbed after printing?
When the printing process is completed, the cooling sequence will start automatically. The display will show the progress pie chart of the cooling process. When the printer reaches a safe temperature, the display will return to the main MENU.
ATTENTION: after finished printing, the Skip Cooling option is available in the printer’s menu. This option makes it possible to skip the cooling process. However, it may be used only by the users who have considerable experience in the printer operation. Make sure that the hotend is cooled and positioned at the X axis zero position (maximally on the right) to prevent burn injuries.
Remove the printout from the heatbed using a spatula delivered together with the printer. To do this, gently lever the printout on its sides (fig. 66). Do not use sharp corners of the spatula but only its flat edge. Do not remove the printout by force as it may cause damage to the heatbed. In case of problems when separating the printout from the heatbed, it is recommended that the heatbed should be heated and cooled down again. This process may be repeated and it is recommended for printouts with a large base surface. Always use the spatula to lever the printout.

ATTENTION: Do not touch the heatbed surface with bare hands. Otherwise, the heatbed surface will be soiled and there will be problems with adhesion of next printouts to the heatbed surface. Use clean protective gloves.
What does Material T0/T1 feed malfunction detected on the display mean?
This information means that the extrusion quality indicator value has exceeded the threshold value. In other words: the flow of the filament decreased below the set value (Flow rate monitor). The tangled filament, an irregular material diameter or the end of filament may be the reasons of occured the message. The appearance of this message does not interrupt the printing proces but pauses it. It allows the user to check what triggered the message, remove the cause and resume printing.
If the message occurs:
Unload and load again the material using the Change Filament option in the printer menu and then resume printing using the Resume option.
If this procedure is not completed successfully, unload the material manually, you should follow the description in FAQ: How to solve problems with loading/unloading filaments?
Make sure that there are no material residues in the feeding system and load the filament again.
If the problem persists, check that:
- the printer referencing takes place at a proper height (User’s manual, chapter III, point 3.1),
- material has been loaded correctly and there are no factors that can hinder its movement,
- the material is not damp (otherwise, characteristic air bubbles occur on the filament during extrusion),
- the feeding system pipe is not mechanically damaged.
If this error occurs repeatedly, replace the module with a new one and contact the 3DGence technical assistance department (overlap: REPORT PROBLEM).
What software is intended for 3DGence INDUSTRY F340?
The dedicated 3DGence Slicer software containing the ready-made print settings for dedicated materials has been prepared for 3DGence printers. The software is used for preparing machine codes – .gcode – from files describing spatial geometry in STL format. The manufacturer ensures full support concerning the use of the prepared printing profiles in the software and recommended printing materials.
The option for changing the print settings is available for advanced users. Due to the character of parameter modifications, the manufacturer does not guarantee the quality and repeatability of printouts prepared in this way.
Download the software with the user manual from the website:
https://3dgence.com/support/software.html
At the first start of the program, the user will be asked for permission to automatically update the printing profiles. We recommend that this option should be enabled to get the best possible model quality. This option can be enabled or disabled at any time. Updates take place every time the program is started.
What is the Smart Material Manager System (SMM)?
Smart Material Manager is a system developed by 3DGence in order to facilitate the 3D printer operation by using the system of NFC tags (Near Field Communication) on dedicated printing materials, the scales built into the spool holders, the subsystem measuring material consumption and appropriate software functions.
Smart Material Manager system is used for controlling and monitoring the loaded materials. The system’s task is to determine:
- net material weight,
- material type,
- material colour,
- printer’s working parameters for a given filament,
- spool weight.
The SMM system consists of six key components:
- NFC reader located on the printer’s left side;
- NFC reader label located on the spool of a material from the Certified Material Base;
- Scales located in the filament spool holders;
- Measuring system that continuously controls the amount of material fed;
- Material depletion sensor;
- Automatic material loading system.
When to calibrate the heatbed?
The calibration process is not required every time the printer is started – it is enough to carry it out every few dozen to several hundred hours of printing.
Calibrate the heatbed if any of the below symptoms occur:
- the printer is to be started for the first time,
- one or more corners or edges of the printout get unstuck or do not adhere to the heatbed,
- one or more corners or edges of the printout are pressed into the heatbed surface (the impression of transparency of a too thinly applied layer, eventually, skipping, clicking of the extruder motor, accumulation of excess material between the hotend passages),
- the heatbed surface was unintentionally lifted,
- large force has been applied, for example, when removing the printout, and there is a reasonable suspicion that the heatbed has been relocated,
- the first layer seems to be unevenly distributed – one edge is correct while the opposite one is crushed or does not adhere to the heatbed strongly enough.
How to clean the heatbed?
Dirty or greasy heatbed may seriously hinder or make printing impossible. It is recommended that the heatbed should be cleaned before each new printout.
Clean the printer’s heabed by following the instructions below:
- Set the printer’s heatbed in a position that makes it possible to clean the heatbed easily (Manual Controls Middle or Down).
- Switch off all heating elements of the printer and wait until they are cooled down completely. The “Cooldown” option available in the menu may be useful.
- Switch the printer off using the main switch and disconnect the printer from the power source.
- Put protective gloves on.
- Remove any residual plastic from the heat bed surface using the spatula. Next, soak a cotton (non-synthetic) cloth with a solvent:
• 10% spirit vinegar,
• acetone,
• nitro cleaner,
• extraction naphtha
or clean the heatbed using a sponge soaked in detergent.
When degreasing, pay special attention not to expose the printer components made of plastic and painted components to action of a solvent as it may damage them. - Wait for the solvent to evaporate completely.
ATTENTION: There are OHS instructions on the packaging of the solvents. The instructions must be strictly observed – the solvent vapours may be harmful.
What to do if any problem with the printer occurs?
- Report a problem with the device using the form available on the website www.3dgence.com/support in Report problem category.
- Wait for the initial diagnosis and response from 3DGence support.
- When 3DGence support has confirmed that the device has to be sent to the service, send the device within 10 working days to the following address:
- The necessary conditions for accepting the printer on the service repair are:
– registering the device at www.3dgence.com/support and adding a proof of purchase during registration,
– decision of the 3DGence support department about the necessity of sending the device on the service repair,
– filling out the service request form received by e-mail and attachnig it to the package,
– sending to the address: support@3dgence.com information about sending the device on the service repair at least one day in advance. - Sending a printer to the service is synonymous with reading and accepting the regulations included in the service request.
What do the temperatures on the printer display mean?
On the left side of the main menu, there are fields containing information on temperatures and status of the printout cooling fans.
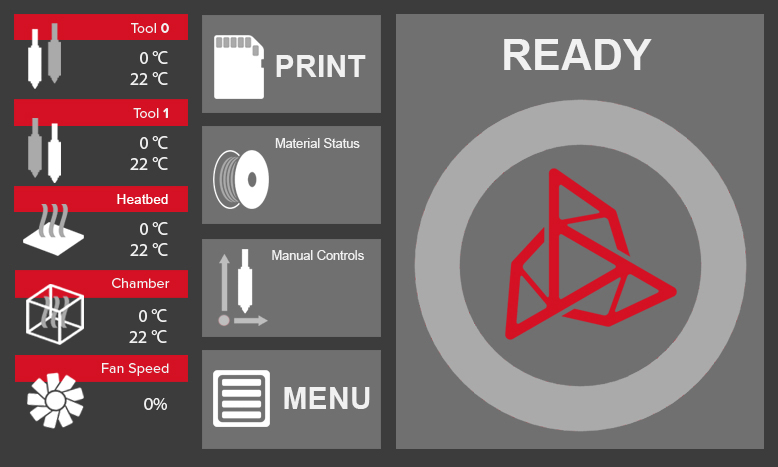
Tool 0 – temperatures for extruder 0 hotend:
• preset temperature (at the top),
• current temperature (at the bottom).
Tool 1 – temperatures for extruder 1 hotend:
• preset temperature (at the top),
• current temperature (at the bottom).
Heatbed – temperature of the printer’s heatbed:
• preset temperature (at the top),
• current temperature (at the bottom).
Chamber – temperature of heated chamber:
• preset temperature (at the top),
• current temperature (at the bottom).
Fan Speed – percentage of current power of printout cooling fans.
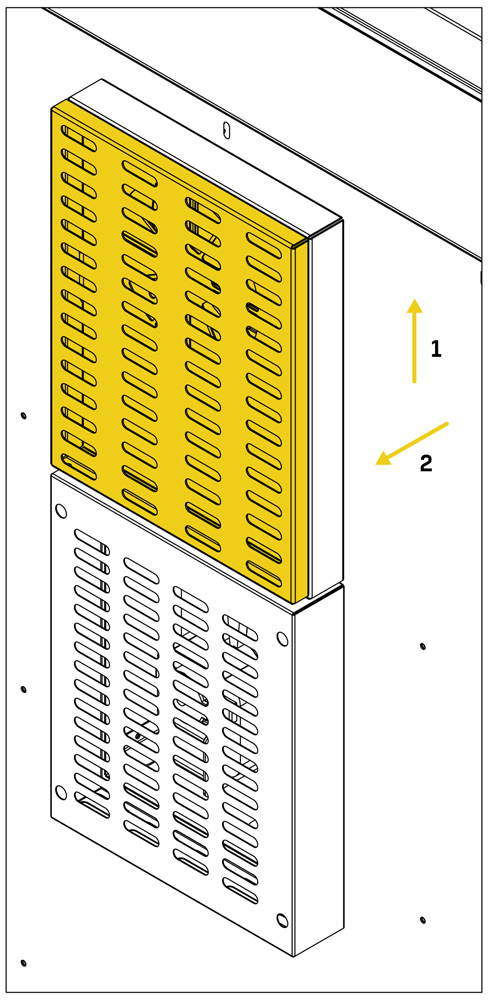
When and how to replace the air filter in the printer?
Air filter installed at the back of the printer protects the user from harmful vapours and smell. In order to ensure comfortable working conditions during printer operation, the air filter should be changed every six months/2000 working hours of the printer.
Filter change:
- Switch the printer off and ensure access to the printer’s back.
- Remove the filter housing by pulling it up (fig., step 1) and towards you (fig., step 2).
- Remove the old filter from the housing and insert a new one.
- Install the housing with a new filter to the printer performing the actions described in step 2 but in the reversed order
How to clean hotends?
Cleaning of hotends is recommended each time after finishing printing for the purpose of removing any remains of molten/burned material stuck to the outer surface of the nozzle.
For this purpose:
- Use protective gloves.
- Using the printer menu, warm up the hotends to the appropriate temperature
(ABS – 240º for other materials as recommended by the manufacturer). - Secure proper access to the hotend. Use options:
Manual Controls – Middle lub Down. - Gently remove the molten/burnt remains of material using non-combustible cloth, metal spatula or tweezers.
- Turn off the heating after cleaning the hotends (to do this use Cooldown function from printer’s menu).
Where is the latest version of the printer firmware?
The latest printer firmware is in the FIRMWARE category: https://3dgence.com/support/firmware.html
The FIRMWARE category is available after creating an account and registering the device.